3D打印——从solidworks到打印机(含打印机常见问题及解决方法)
3D打印——从solidworks到打印机,含打印机一些常见问题如翘边、移位、喷头堵塞、耗材安装、打印尺寸选择
目录
1、solidworks转换格式
2、切片软件cura介绍
3、3D打印使用
4、3D打印机可能出现的问题及解决
-
翘边、移位、喷头堵塞、耗材安装、打印尺寸、其他
这是一篇非常非常基础小白的关于3D打印的文章,仅是个人看法,欢迎评论区交流指正。
1、solidworks转换格式
solidworks在建模的时候,文件格式大部分为 SLDPRT,但是切片软件能识别是STL格式。所以要先将文件另存为STL格式。
2、切片软件cura
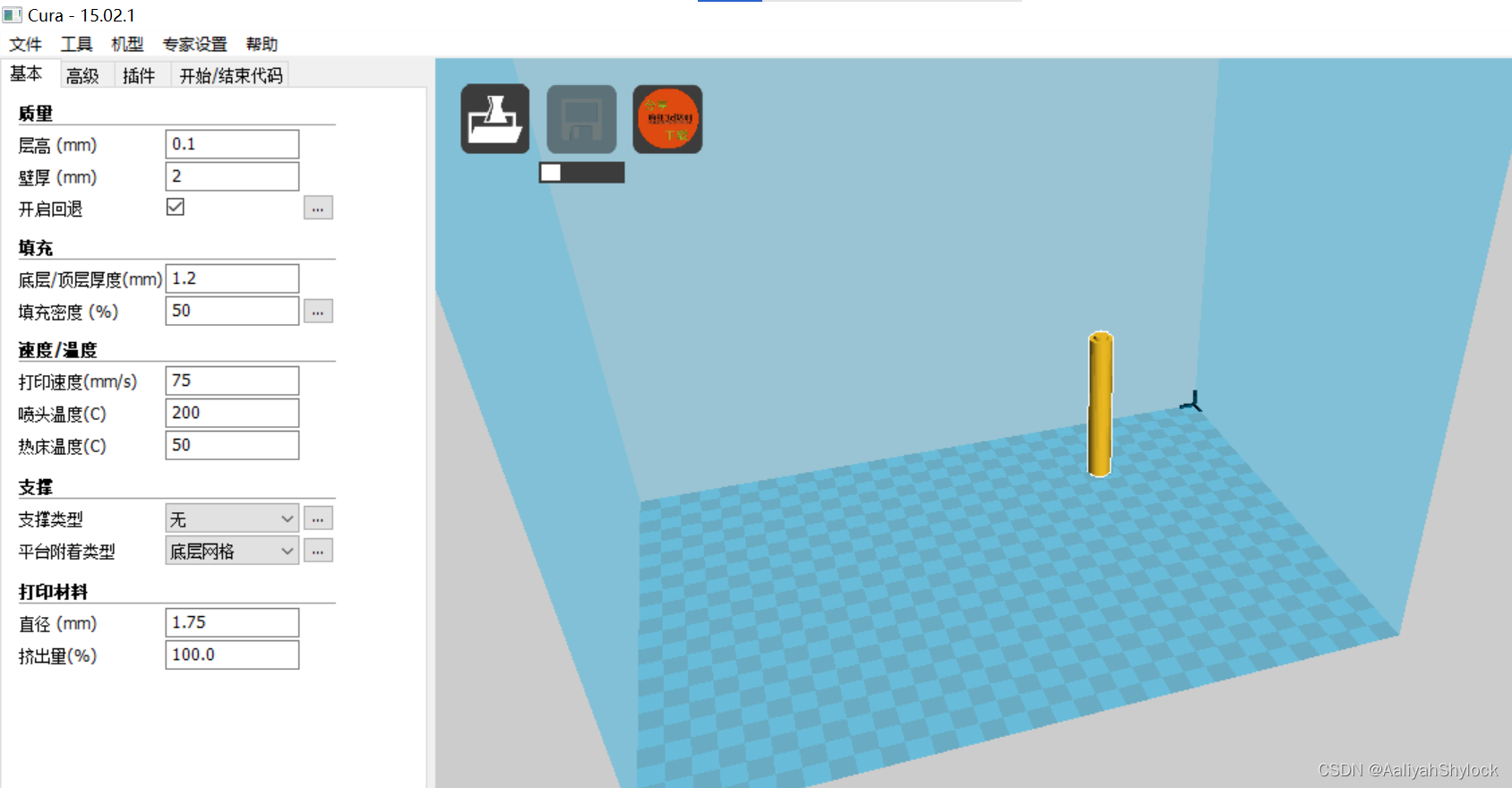
我用的切片软件是cura ,版本是15.02.1.
在左上角文件里“打开模型”(打开的是上面STL格式的文件),会出现图1中黄色的模型,如果它是灰色的,不能直接打印,需要具体问题具体分析一下
第一次使用的话,可以直接在文件里面导入配置文件(读者的话,这个文件就在官网里找找吧)。
鼠标滚轮可以放大缩小,右键调整角度。
-
参数
1.层高:切片一层的高度。最直接影响到打印的速度,层高越小打印时间越长,打印精度越高。
2.壁厚:四周生成的塑料外壳的厚度,这部分是实心的。外壳之内的部分,使用的是网格状的塑料格子填充。外壳厚度很大程度上影响了3D打印件的坚固程度。
3.开启回抽:指在两次打印间隔时是否将塑料四回抽,防止多余的塑料在间隔期挤出,产生拉丝,影响打印质量。
4.填充:内部网格状塑料填充的密度,一般情况下20%就够了。
5.打印速度:每秒挤出多少毫米的塑料丝。通常情况下,50~60就够了。但层高等设置的比较大时,只能选择比较小的值,不然一次出丝就太多了。
6.温度:喷(PLA)头一般200左右比较合适,热床温度,55~60。
7.支撑类型:无支撑、局部支撑、全部支撑。局部支撑可能时只建立与平台接触的支撑,全部支持就是悬空的部分也会建立支撑。一般选择全部支撑。
8.附着类型:一般都要选择,为了让模型与热床之间附着的更好,解决翘边问题。一般选择底层网格。

图1
9.图1上边三个图标缓冲结束后,会出现打印所需时间,和耗材长度及重量。
10.图1中,蓝色方框那个黑色的三条交线指的是打印机的零点位置。在放置的时候要注意不要离它太远,尽量靠近它。
10.在图2文件-机型设置里,最大宽度是我们平时说的“长”,最大深度是“宽”,最大成型高度就是“高”。在这部分的设置里,一定要符合你所使用的3D打印机的大小,而且模型大小不能超过打印机的最大尺寸,不然打印可能会出现“积线”“叠线”等问题,这些问题下面的部分还会涉及。
发现一些比较好的文章,其他关于cura的详见http://t.csdn.cn/RbUv4
3、3D打印机使用
顺序:
1.调平
喷嘴与平台距离太大,喷丝与平台粘度会很小,容易翘边、移位;距离太小会造成喷出受阻或损坏喷头。
一般3D打印机应该有专门调平的设置,有的就叫“调平”,有的叫“标准校准模式”。用A4纸测试,将A4纸放在喷嘴与平台之间,调整平台下面的旋钮,调到比较松,A4纸移动时稍稍有点阻力就好。
如果零件不太大,优先保证中间区域距离合适就好,如果接近打印机打印尺寸的极限的话,就要好好调平。
有的教程说最好先预热后调平,注意这里应该是预热平台,不是预热喷嘴(太热的话A4纸不就烧了吗),因为热胀冷缩可能会有影响。
用A4纸测试的时候一定要清理好喷嘴,因为喷嘴残留物会影响高度。
2.查看喷口能否正常出丝
先确定喷口与平面有一定距离。有的3D打印机点击“挤出”功能会自动加热吐丝;有的3D打印机要手动调整点击“安装细丝”,控制突出毫米数,具体视情况而定。
3.调零
一般3D打印机都会调零这个按钮,确定打印之前点击,喷头回到原点就可以了。
4.开始打印
在3D打印机的界面里点打印就可以了。可以等3D打印机预热完,等喷头打印一段距离,确定喷头正常出丝再离开。
4、3D打印机可能出现的问题及解决
本人目前只用过两台不同厂家的打印机,文章仅供参考,欢迎大家评论区交流讨论指正。
如果问题无法解决,可以问3D打印机厂家的客服,大部分情况下他们的回复都是最专业的(当然有的时候机子的做法和客服的说法并不统一,要看自己机器的脾性了)。
1、翘边
可能平台温度不够高,正常情况平台温度50℃左右就够了。
还有可能因为调平没有调好,导致喷头离平台太远导致的细丝降落平台时温度过低。
2、移位

图2

图3
3D打印尺寸有问题。打印模型超过3D打印的打印范围,如图2、3。除了打印出来的东西可能会出现细丝的各种奇怪走位和奇妙重叠,另一个表现就是打印机在打印的时候可能会撞到杆子,发出“碰”的声音。因为喷头想往前继续打印,但是3D打印的框架栏杆拦住了它,它就只能在原地吐丝。这种打印的过程喷头和模型会有碰撞,整个打印机可能都会颤抖,最后出来,有问题的那一边可能会凹凹凸凸的,如图4所示。

图4
除了模型尺寸和3D打印机不适配出的问题,还有一种移位的可能,就是耗材送丝不畅,线拉住喷头了,使喷头不能正常的行走。不过20年前后出的3D打印机大部分都有帮助正常送丝的舵机,注意装耗材那个圈的摆放位置(如下图5),使细丝能够顺利的走到喷口问题就不大。打印机打到一般喷头被细丝拽住移位的情况如图6.

图5

图6
3、喷头堵塞
先加热喷头,把温度调到210~220℃左右。选择3D打印机可以挤出细丝的选项,有的打印机是“挤出”,然后点击挤出长度;有的打印机是“吐出细丝”。
如果喷头在挤出细丝(喷口开关打开)的状态下不能自然出丝的话,用人手捏住耗材,向下压,人工挤出耗材试试。
如果还是不行,可以用最细的六角螺丝(如下图),在喷头加热的状态下,捅进安装细丝的地方,把细丝捅出来,如果喷口有细丝出来了,说明把细丝捅完问题就不大了。

如果还是不行,可以把喷头那部分拆开,比如原来是图7,把它拆成图8。然后把红圈的部分上卡住的细丝用尖嘴钳夹出来。如果夹不出来,还可以用打火机给六角螺丝加热,然后再怼到卡住的细丝那里,挤出来。

图7
图8
喷头在打印的过程中需要散热,风扇应该一直转,不然非常容易堵塞。如果风扇不转,或者时转时不转,可以先把喷头的模块拆开,检查电线接的是否牢固,如图9。如果风扇的线接的牢固但还是有问题的话,可以考虑换一个风扇。图10为风扇时转时不转,喷头时不堵的细筛状态。

图9

图10
如果风扇没问题,喷头通了,吐丝顺畅,但是打印了一会又开始堵头了,反反复复,无穷尽也,总是如此的话,可能和耗材有关系。查一下耗材的打印温度或者换一个贵一点的耗材。
4、耗材安装
一般耗材靠近喷口的那一端要安装3cm左右进去。如果大力出奇迹不行的话,先把耗材端口剪平,然后掰直。有的3D打印机是有按钮的,要按住按钮才能安装耗材,这部分需要确认一下。确定该按的按钮都按住了,再把耗材往该怼的地方怼。
5、3D打印尺寸问题
个人非常不建议打印较大的模型。个人非常不建议在3D打印机的极限蹦迪,除非你找到了你自己3D打印机的极限状态,并且温度、调平都做到完美,不然一般打印都会出问题。
个人感觉3D打印的长、宽、高三分之二以内的打印,相对而言比较不那么容易出问题。一般长和宽的极限是平台各边往里收1厘米,高的话不那么容易确定,一定要看说明书或参数,或找客服弄清楚。
并且,个人不建议打印细高或太高的模型,很容易打到一半出各种问题。
如果是较高的模型,尤其不能几个模型连着打,模型之间会连有一些细丝,这些是打印机的吐丝没有及时收住,喷头移向下一个模型时留下的,越积越多在喷头走位时撞到容易全军覆没。

6、其它

如果打印出来是波浪,有可能是下图选择螺旋打印;也有可能是没选螺线打印,但填充密度比较小。


开放原子开发者工作坊旨在鼓励更多人参与开源活动,与志同道合的开发者们相互交流开发经验、分享开发心得、获取前沿技术趋势。工作坊有多种形式的开发者活动,如meetup、训练营等,主打技术交流,干货满满,真诚地邀请各位开发者共同参与!
更多推荐
 7
7 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)